Walk into almost any modern factory and the challenge becomes clear within minutes. Machines are running, sensors are generating constant streams of data, teams are tracking quality, inventory, maintenance, and shipments, yet critical decisions still often depend on disconnected systems, delayed reports, and manual follow-up.
At the same time, manufacturers are under pressure to improve productivity, quality, resilience, and cost control while responding to supply chain volatility, tighter margins, and more complex operations. The organisations moving ahead are not necessarily collecting more data; they are getting better at connecting operational technology and enterprise data, establishing governance, prioritising a few high-value manufacturing AI and automation use cases, and scaling what proves value across plants, lines, and functions.
In this blog, we will discuss digital transformation in manufacturing, common challenges, the role of Microsoft Fabric and Copilot, and a phased roadmap for delivering measurable operational improvement.
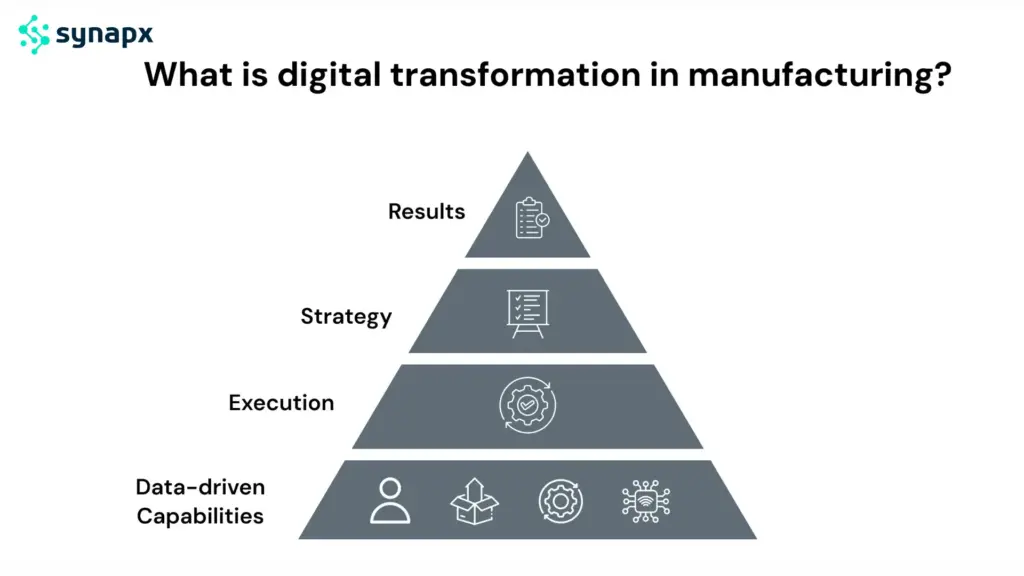
What Is Digital Transformation in Manufacturing?
Digital transformation in manufacturing means using connected data, analytics, and automation to improve how plants run, how decisions are made, and how quickly teams respond to change.
In practice, this means bringing production, quality, supply chain, and finance information into a model that supports visibility, analysis, and action without forcing teams to stitch reports together manually.
For a CFO, this means better cost control and margin visibility. For a COO, it means faster response to production disruptions. For a plant manager, it means understanding quality issues before they scale.
It is usually best approached in phases, starting with clear operational priorities and then building the data and governance needed to scale.
Why Digital Transformation in Manufacturing Matters in 2026?
Several forces have converged to increase the urgency of digital transformation for manufacturers in 2026.
Data Volumes Have Outpaced Traditional Systems
Modern manufacturing facilities generate massive volumes of data daily. Sensors track temperature, vibration, pressure, and throughput. Vision systems inspect thousands of products per hour. Supply chain systems log shipments, inventory movements, and demand signals.
Yet most of this data remains trapped in siloed systems. Operational technology (OT) data from the factory floor doesn’t connect to information technology (IT) systems managing finance, procurement, and planning.
This disconnect means manufacturers can’t answer basic questions in real time: Is this batch meeting quality standards? Where is the bottleneck slowing line 3? How does supplier performance affect our defect rate?
Competitive Pressure Demands Faster Response
Margins are tighter. Customer expectations are higher. Market cycles are shorter.
Manufacturers that detect and respond to quality issues, equipment failures, or supply disruptions in minutes, not hours or days, gain an advantage over competitors relying on periodic reports and manual analysis.
Sustainability and Compliance Are Now Operational Concerns
Environmental, social, and governance (ESG) requirements are shifting from annual reporting to operational dashboards. Manufacturers need timely visibility into energy use, carbon emissions, waste, and material sourcing to meet regulatory requirements and customer expectations.
AI and Automation Have Become Operationally Viable
AI-powered predictive maintenance, quality monitoring, and demand forecasting have matured significantly. In many settings, these approaches deliver measurable value when built on a solid data foundation with strong governance and operational buy-in.
The constraint is rarely interested in AI; it is having the data, governance, and operating discipline required to move beyond isolated trials.
Key Benefits of Digital Transformation in Manufacturing
When digital transformation is executed well, manufacturers see tangible improvements across operations, quality, and financial performance.
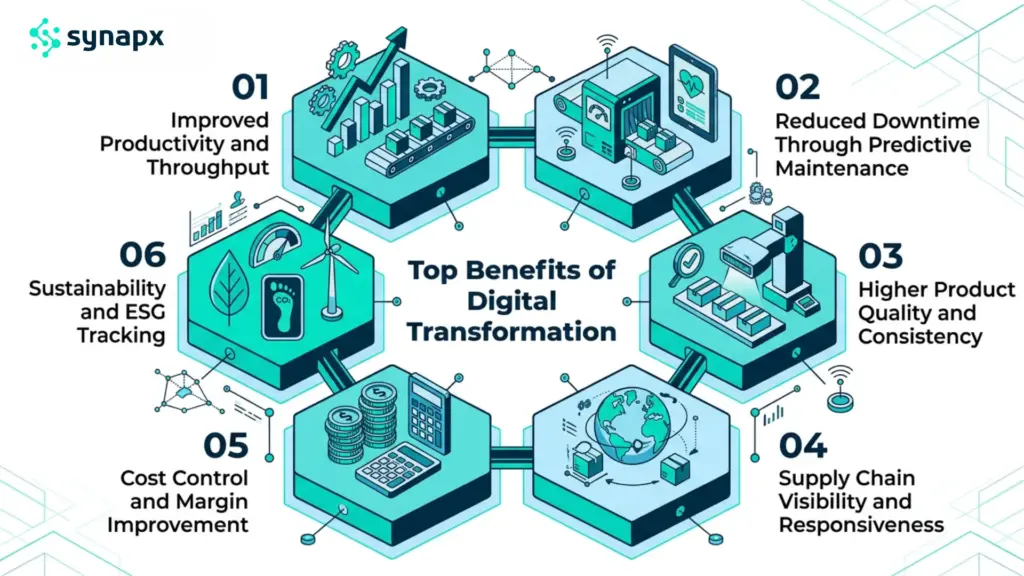
Improved Productivity and Throughput
With real-time visibility into production processes, teams can spot bottlenecks faster and address them more consistently. Predictive analytics supports better scheduling, shorter changeovers, and higher equipment utilisation.
Reduced Downtime Through Predictive Maintenance
Sensor, vibration, temperature, and pressure data can flag failure patterns earlier, allowing maintenance to be scheduled during planned downtime instead of reacting to unexpected breakdowns.
Higher Product Quality and Consistency
Real-time defect detection enables faster corrective action. Root cause analysis surfaces patterns behind recurring issues, reducing scrap and warranty claims.
Supply Chain Visibility and Responsiveness
Linking production data with supply chain systems improves demand forecasting, inventory optimisation, and supplier performance management. This supports faster responses to disruptions and reduces working capital tied up in excess inventory.
Cost Control and Margin Improvement
Unified data platforms can reduce the overhead of maintaining multiple disconnected analytics systems. Better visibility into energy consumption, material usage, and labour productivity enables more targeted cost reduction initiatives.
Sustainability and ESG Tracking
Real-time monitoring of energy, carbon, waste, and water usage helps track ESG metrics operationally, not just annually. This supports compliance and continuous improvement.
Common Challenges in Manufacturing Digital Transformation
Even with clear benefits, scaling beyond pilots is difficult. Knowing the common failure modes makes it easier to design success from the start.
Data Silos Between OT and IT Systems
Factory-floor OT systems often use different protocols, standards, and data formats than enterprise IT systems. This makes it harder to create a unified view of operations.
Pilot Fatigue and Lack of Scaling
Many manufacturers run successful proofs of concept but struggle to scale them across multiple facilities, production lines, or business units. Without a clear operating model and governance framework, pilots remain isolated.
Governance and Data Quality Gaps
Manufacturing data is only valuable when it’s trusted. Inconsistent definitions, poor data quality, and unclear ownership undermine confidence in insights and slow decision-making.
Skills and Change Management
Introducing AI, automation, and new data platforms requires upskilling and cultural change. Organisations that underestimate the people side of transformation often see adoption stall.
Cost and ROI Uncertainty
CFOs need clear visibility into costs and expected returns. Without structured business cases and measurable outcomes, digital transformation budgets face scrutiny and delays.
The Role of Data Platforms and Microsoft Fabric in Manufacturing
Data platforms matter because they create a shared operating view across production, quality, supply chain, and finance. Without that connection, analysis stays slow, local, and difficult to scale.
When production, ERP, quality, and supply chain data remain separate, teams spend more time reconciling reports than acting on them. A connected data environment improves visibility, speed of analysis, and supports more reliable automation.
Why a Unified Data Foundation Matters
A connected platform supports three outcomes:
- Cross-functional visibility: Quality engineers correlate production parameters with defect rates, while maintenance teams analyse equipment performance alongside production schedules.
- Real-time analytics: Streaming data can be analysed continuously to support faster detection and response to issues.
- Scalable AI: Models perform better when trained on comprehensive, well-governed datasets that reflect end-to-end operations.
In most manufacturing environments, operational data is collected and normalised at the edge using industrial gateways or middleware, then securely streamed to cloud data platforms for analytics and AI.
Microsoft Fabric as the Manufacturing Data Foundation
Microsoft Fabric is designed to address these challenges for manufacturing organisations.
Fabric provides a unified data estate that helps consolidate OT data, enterprise IT data, and external sources into a single platform built on OneLake, a centralised repository designed to reduce redundant data movement between systems.
Key capabilities include:
- Data-level OT/IT convergence: Fabric helps unify operational and enterprise data for analytics and decision-making. Factory-floor data is typically integrated via Azure IoT services, event streaming platforms, and manufacturing middleware (for example, gateways and connectors that support protocols such as OPC-UA and Modbus) before landing in Fabric.
- Real-time data processing: Event stream and Event house support high-volume, low-latency streaming ingestion and analytics suitable for sensor, machine, and telemetry data at scale, sizing and throughput depend on the end-to-end architecture and configuration.
- ISA-95–aligned data modeling: Fabric supports ISA-95–aligned modeling approaches so manufacturers can structure production, equipment, and process data consistently, typically implemented through custom models and/or partner accelerators.
- AI-ready infrastructure: Integration with Azure OpenAI Service and the broader Microsoft ecosystem support natural-language experiences and copilots built on governed manufacturing data.
In practice, this can mean correlating supplier quality metrics with production performance, optimising batch scheduling using near-real-time demand signals or predicting equipment failures before they disrupt operations.
Manufacturing AI and Automation: From Pilots to Production
AI becomes practical in manufacturing when it is tied to specific workflows, supported by trusted data, and governed well enough to operate safely at scale.
Predictive Maintenance
By analysing vibration, temperature, and pressure data, manufacturers predict failures earlier and schedule maintenance during planned downtime. With the right architecture, Fabric’s real-time capabilities support streaming analysis and alerting as patterns emerge.
Quality Monitoring and Defect Detection
AI-powered vision systems and sensor analysis detect defects in real time, enabling faster corrective action. Root cause analysis highlights correlations between production parameters and quality issues that are easy to miss in manual reviews.
Production Optimisation
Closed-loop optimisation systems analyse streaming data to identify opportunities, test parameter adjustments through simulation, and recommend or execute changes within defined operational and safety boundaries to improve overall equipment effectiveness.
Copilot for Manufacturing Operations
Microsoft Copilot Studio supports intelligent agents that assist frontline workers, production managers, and engineers.
With Copilot Studio and curated operational data, teams can enable natural-language Q&A about production performance, equipment status, and quality trends, reducing reliance on ad hoc analyst support for routine questions.
Examples:
- A production operator asks, “Why is line 3 running slower than target?”
- A maintenance technician asks, “What were the last five failure modes for this machine?”
- A quality engineer asks, “How did yesterday’s temperature variation affect defect rates?”
When these AI-powered interactions are grounded in governed manufacturing data, the risk of hallucinations is significantly reduced, though human validation and operational guardrails remain essential.
Power Platform for Low-Code Automation
Microsoft Power Platform supports workflow automation, custom apps, and dashboards with minimal code.
Use cases include:
- Automated shift handover reports pulling data from MES and quality systems
- Custom inspection apps for quality checks on mobile devices
- Approval workflows for engineering changes or maintenance requests
A Phased Strategy for Digital Transformation in Manufacturing
Successful manufacturing transformation is a phased journey, not a one-off initiative.
Phase 1: Assess and Prioritise (Months 1–3)
Objective: Understand current data landscape, identify high-impact use cases, and build executive alignment.
Actions:
- Map existing data sources (OT, IT, external)
- Identify data silos and integration challenges
- Select 2–3 high-ROI pilot use cases (e.g., predictive maintenance on critical assets, quality monitoring for high-value products)
- Secure executive sponsorship and funding
Outcome: Clear roadmap with prioritised initiatives and measurable success criteria.
Phase 2: Build the Foundation (Months 3–9)
Objective: Establish unified data platforms and deploy initial pilots.
Actions:
- Deploy Microsoft Fabric as the manufacturing data foundation
- Connect priority OT and IT data sources
- Implement governance framework (data ownership, quality standards, access controls)
- Launch 2–3 pilots with clear KPIs
Outcome: Operational data platform with pilots that demonstrate measurable value.
Phase 3: Scale and Optimise (Months 9–18)
Objective: Expand successful pilots across facilities, production lines, and business units.
Actions:
- Standardise data models and governance across sites
- Scale AI and automation capabilities
- Deploy Copilot for manufacturing operations
- Integrate with broader enterprise systems (finance, supply chain, quality)
Outcome: Enterprise-wide digital transformation delivering sustained productivity, quality, and margin improvements.
Real-World Digital Transformation Use Cases in Manufacturing
Use Case: Predictive Quality and Supplier Integration
In one programme, supplier quality data was integrated with production line sensor data using Microsoft Fabric. By correlating incoming material properties with downstream defect rates, the team reduced scrap by identifying problematic batches before they entered production.
Use Case: Equipment Reliability and Uptime
Across multiple sites, predictive maintenance was rolled out by analysing vibration and temperature data in near real time. The result was lower unplanned downtime and longer asset life.
Use Case: Demand-Driven Production Planning
Near-real-time demand signals from customers and distributors were integrated with production scheduling systems to improve responsiveness. This reduced inventory holding costs and improved service levels.
Why Microsoft Fabric, Copilot, and Power Platform Matter for Manufacturing?
Microsoft’s value in manufacturing is not just the individual tools, but how the platform supports connected data, governed AI, and faster operational execution.
For manufacturers, this combination matters because it links data integration, natural-language insight, and workflow automation in one ecosystem.
- Unified data foundation (Microsoft Fabric) to connect OT and IT data for analytics and decision-making
- AI-powered insights (Copilot) to make governed data accessible to frontline teams and managers
- Low-code automation (Power Platform) to accelerate deployment with less reliance on scarce specialist capacity
- ISA-95–aligned modeling options to preserve manufacturing context via custom models and/or partner accelerators
- Scalable deployment patterns to expand from pilots to multiple sites with the right governance and operating model
Used together, these tools can help manufacturers move more quickly from local use cases to broader operational improvement, especially when governance, ownership, and adoption are planned from the start.
Final Thought
Digital transformation in manufacturing succeeds when operational data is trusted, connected, and tied directly to the decisions that run the plant.
The manufacturers making the most progress are focusing on operating models, governance, and execution rather than treating digital transformation as a stand-alone technology project.
A strong next step is to align a small number of high-value use cases and the data strategy required to support them across operations, quality, and supply chain workflows.
How Synapx Helps Manufacturing Teams Deliver Digital Transformation?
Synapx helps manufacturing teams turn strategy into execution by designing data foundations in Microsoft Fabric, identifying practical AI and automation use cases, and putting governance in place early enough to support scale.
If you’re planning a manufacturing data platform or AI programme, book a Digital Transformation Readiness session with Synapx to clarify priorities, identify data gaps, and define a practical 90-day plan.